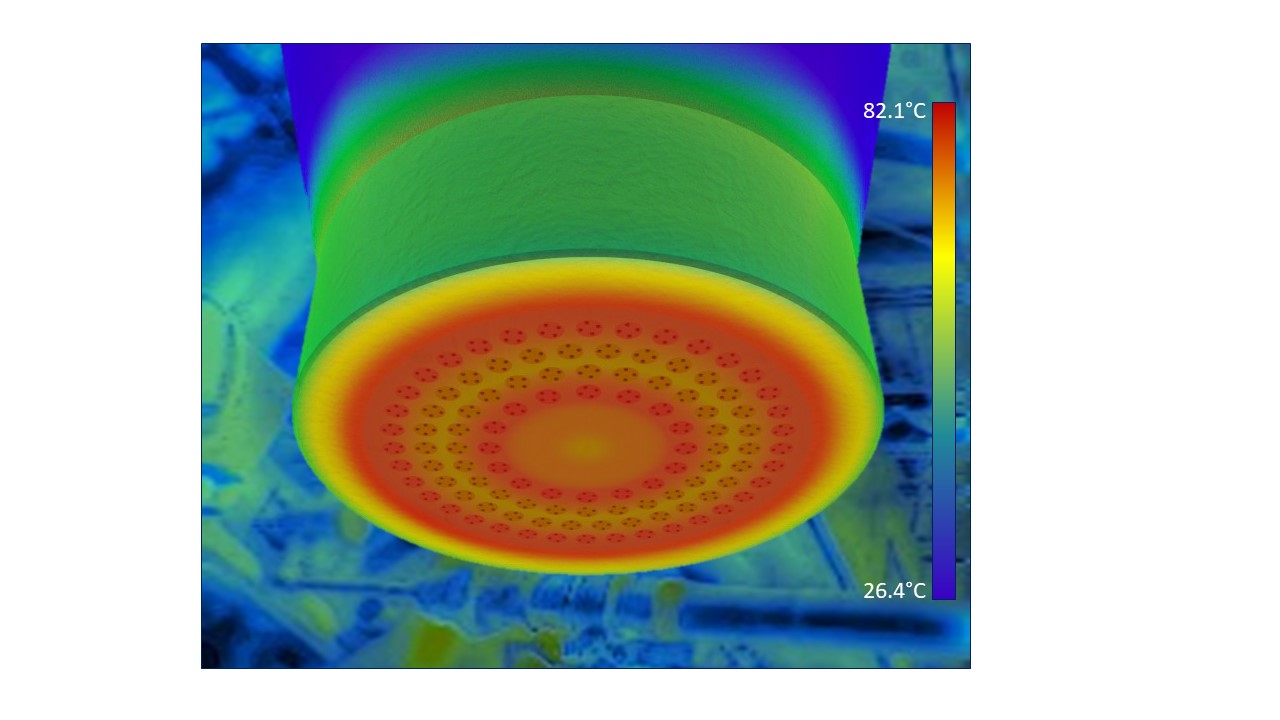
Dies, according to current food hygiene regulations, must work under defined and controlled conditions and overheating is not contemplated, moreover, this may lead to productionstoppage the replacement of the die itself and an inevitable amount of product waste.
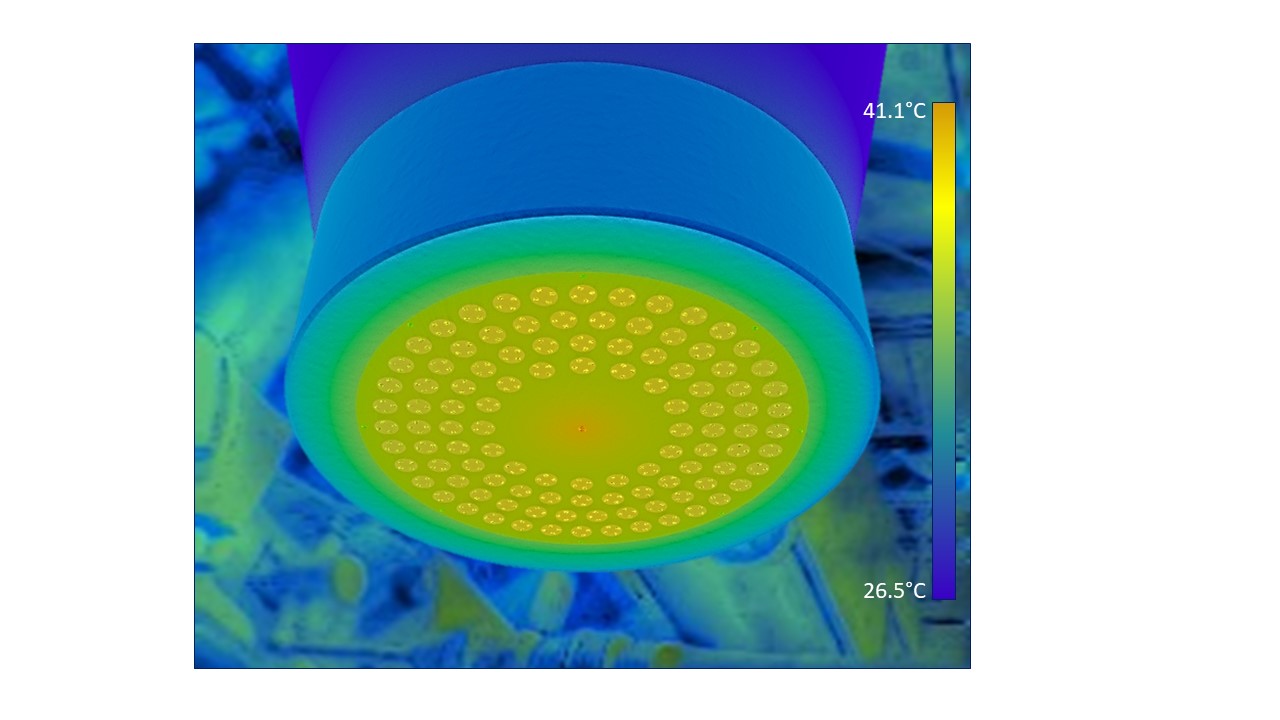
Another drawback - opposite to the previous one - also found in traditional dies, concerns the difficult temperature management in geographical areas with a harsh climate. In fact, in areas where the temperature is lower than -15°C the need to pre-heat the dies is felt to avoid an increase in the viscosity of the dough which would make the extrusion phase extremely difficult and slow.